ETEK - ỨNG DỤNG MÁY THÁO CỤM LINH KIỆN SAU LẮP RÁP
Cập nhật: 01/08/2022 16:19 - lượt xem: 2910
Cụm linh kiện (Củ loa) là gì?
Củ loa là một trong những bộ phận quan trọng quyết định một chiếc loa có tốt hay không. Củ loa quyết định đến sắc thái cũng như chất lượng âm thanh phát ra của một chiếc loa. Củ loa trên thị trường hiện nay phần lớn được làm bằng giấy, nhựa, kim loại, gỗ… Trong đó, tùy theo từng đơn vị sản xuất và nhu cầu hướng đến các đối tượng người dùng khác nhau mà chất liệu làm củ loa sẽ có sự thay đổi sao cho phù hợp.
Sản phẩm – Ảnh minh họa
Đặc Điểm Của Máy Tháo Cụm Linh Kiện Sau Lắp Ráp
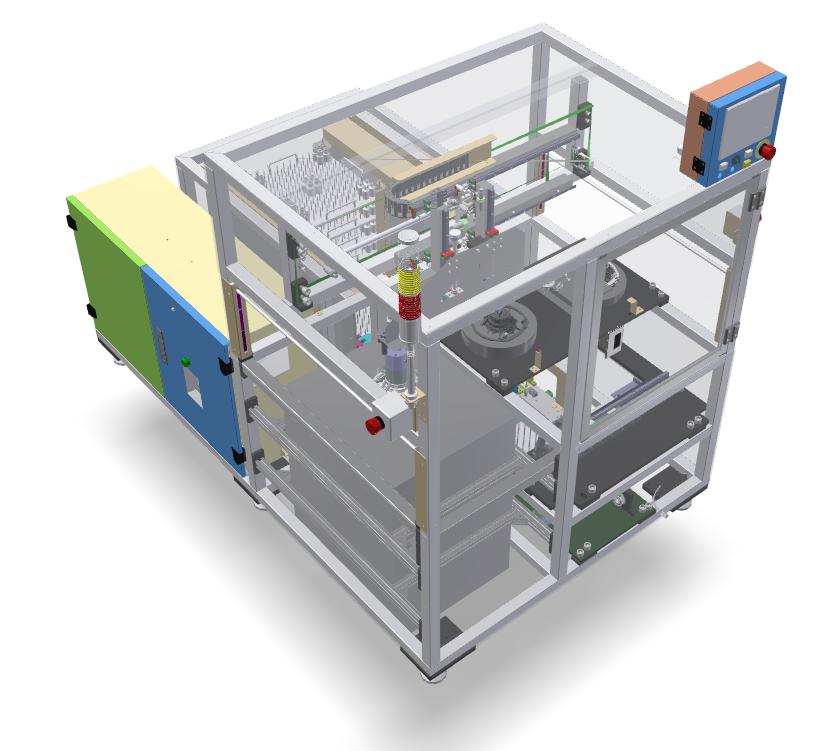
Máy tháo linh kiện củ loa (máy rút jig VG) do các kỹ sư với nhiều năm kinh nghiệm của ETEK nghiên cứu và phát triển được sử dụng nhiều trong ngành Điện – Điện tử, Oto – Xe máy, các ngành tự động hóa đặc biệt là lắp ráp và kiểm tra nhằm mục đích tháo jig VG màng loa đảm bảo tốc độ cao và chính xác giúp tăng năng suất và giảm thiểu nhân công tham gia thực hiện. Máy được thiết kế chạy bán tự động với hỗ trợ của 2 công nhân kết hợp hệ thống PLC quản lý và vận hành nhanh chóng, dễ dàng.
TPAD.F0335 – Ứng dụng máy tháo linh kiện củ loa (Speaker Components disassembly machine)
Chức năng của Máy Tháo Cụm Linh Kiện Sau Lắp Ráp
– Rút jig VG ở sản phẩm loa
– Insert jig vào khay
– Tự động cấp khay trống
– Đưa khay đầu jig ra ngoài
Tháo jig VG - Ví dụ minh họa chức năng của máy
Thông số kỹ thuật
STT
Thông số
Giá trị
1
Điện áp
1 Pha 220V
2
Công suất
2.2KW
3
Áp suất khí đầu vào
0.4-0.6 Mpa
4
Kích thước máy
1215x1960x1700 (mm)
Các thành phần của Máy Tháo Cụm Linh Kiện Sau Lắp Ráp
Cụm transfer sản phẩm
Hình 5.1: layout Cụm transfer sản phẩm
– Chức năng: transfer sản phẩm từ vị trí công nhân cấp đến vị trí rút jig
– Nguyên lý hoạt động :
+ Xylanh up-down mang cụm tool hút xuống hút sản phẩm tại 02 vị trí công nhân cấp vào, và vị trí rút jig
+ Xylanh đi lên nhấc sản phẩm khỏi jig gá.
+ Xylanh transfer đưa cụm tool hút mang sản phẩm đến vị trí rút jig VG, và vị trí máy thổi khí
+ Xylanh up-down đi xuống thả sản phẩm vào jig gá và máy thổi khí
+ Xylanh đi lên và xylanh transfer đưa cụm tool hút về vị trí ban đầu thực hiện chu trình tiếp theo.
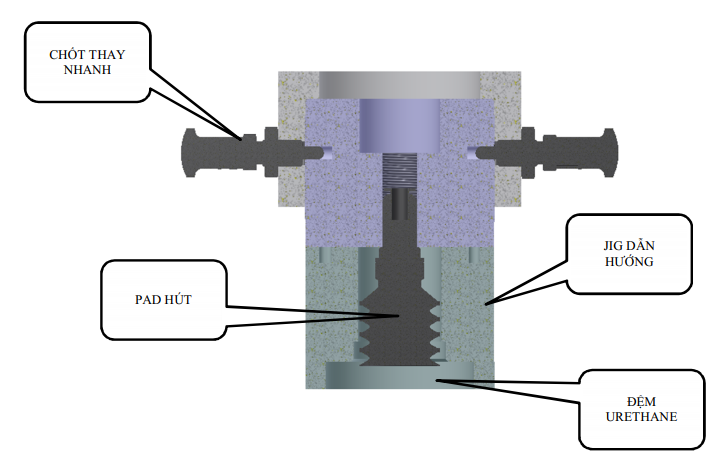
Cụm tool hút
Hình 5.2: Layout cụm tool hút
– Chức năng: hút, định vị sản phẩm
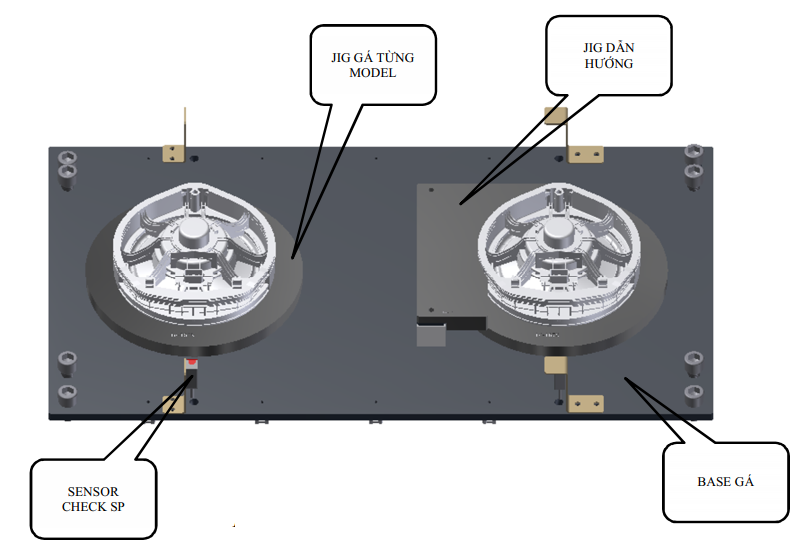
Cụm gá jig
Hình 5.3: Layout cụm gá jig
– Chức năng: gá và định vị sản phẩm
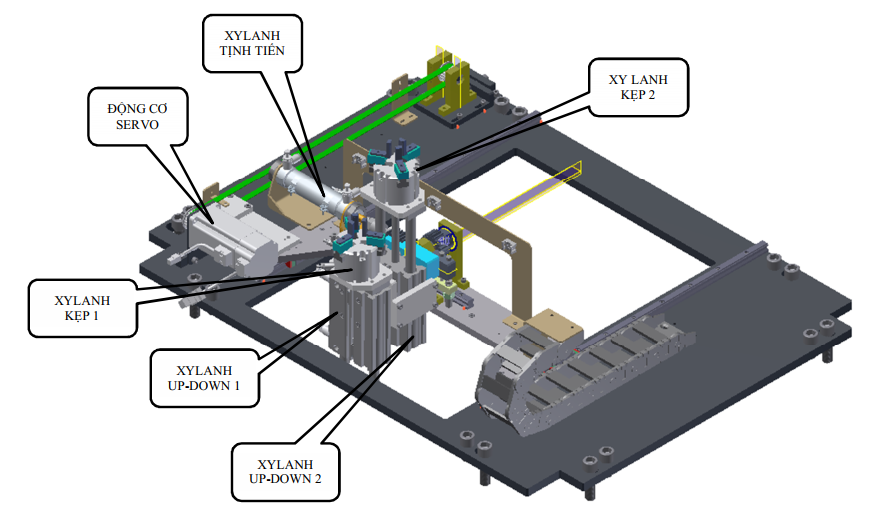
Cụm tháo linh kiện
Hình 5.4: Layout cụm tháo linh kiện
– Chức năng: Rút jig VG và thả vào khay
– Nguyên lý hoạt động :
+ Động cơ đưa cụm tháo linh kiện đến vị trí rút jig, xylanh up-down 1 đi lên, xyalnh kẹp (1) thực hiện kẹp vào jig VG
+ Xylanh up-down 1 đi xuống quá trình rút jig khỏi sản phẩm được thực hiện, động cơ đưa xylanh up-down (2) và xylanh kẹp (2) đến vị trí rút jig và quá trình rút jig được thực hiện như đối với lần (1)
+ Sau đó xylanh tịnh tiến đẩy cơ cấu thanh răng – bánh răng đưa cụm xylanh mang jig quay 180 độ và thả jig vào khay, xylanh tịnh tiến đi về đưa cụm xylanh về vị trí ban đầu và thực hiện chu trình tiếp theo.
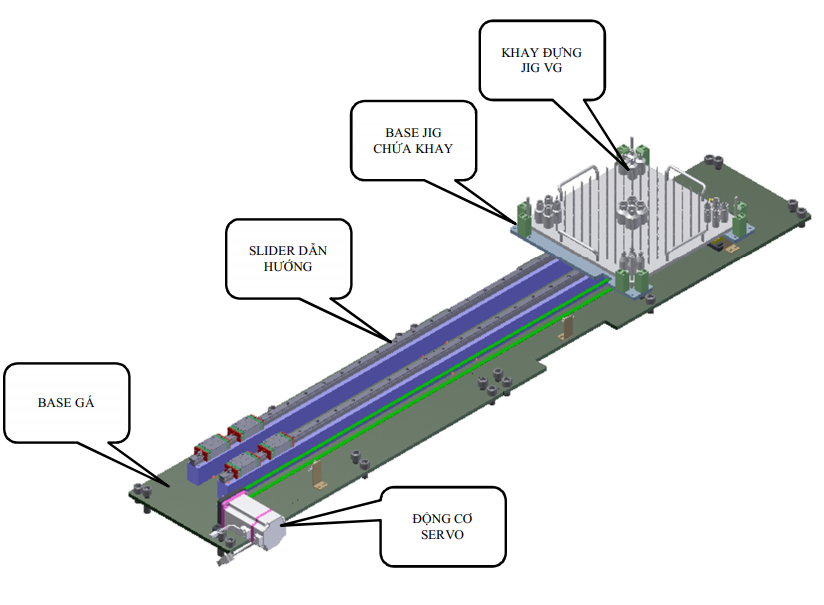
Cụm transfer khay
Hình 5.5: Layout cụm transfer khay
– Chức năng: di chuyển khay trống từ vị trí cấp khay đến vị trí cụm tháo linh kiện và di chuyển khay đầy jig VG đến vị trí lấy khay ra
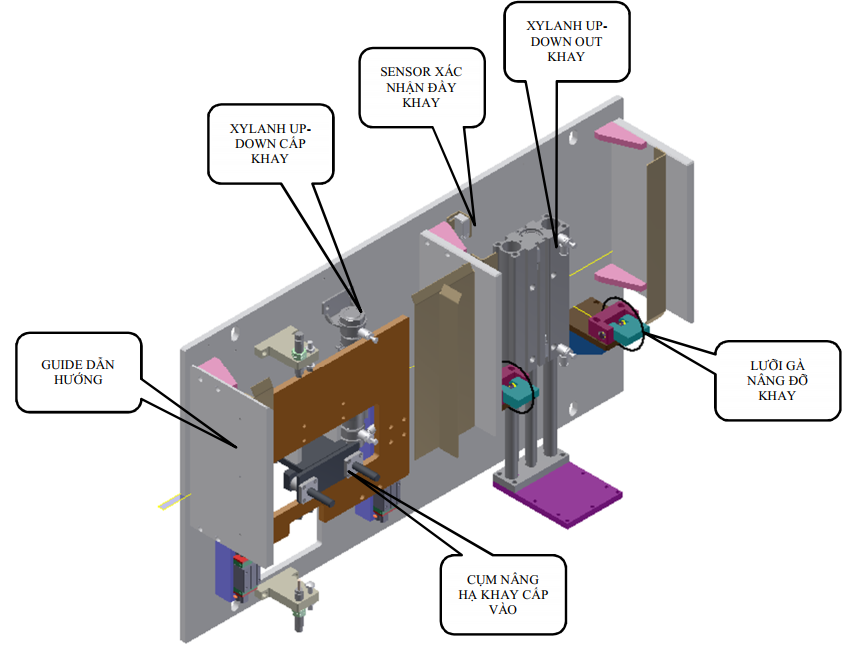
Cụm cấp khay tự động
Hình 5.6: Layout cụm cấp khay tự động
– Chức năng: tự động cấp khay trống và nâng khay đầy jig lên vị trí out tray
– Nguyên lý làm việc:
+ Công nhân cấp khay vào vị trí cụm nâng hạ khay, xylanh up-down đi xuống đưa cụm nâng hạ khay đang chứa khay đi xuống đặt vào vị trí base jig chứa khay của cụm transfer khay
+ Sau đó xylanh của cụm nâng hạ khay rút về - tay đỡ thoát khỏi khay thứ nhất, xylanh up-down đi lên giữa khay thứ nhất và khay thứ hai, xylanh của cụm nâng hạ khay đưa tay đỡ phi ra đỡ khay thứ hai, xylanh up-down tiếp tục đi lên nâng cụm đỡ khay mang khay thứ hai đi lên ở vị trí chờ, hết 1 chu trình cấp khay. Khi khay đã đầy jig đi ra vị trí out khay, xylanh up-down đi lên đưa khay đi qua lưới gà,và hạ xuống để lưới gà đỡ khay, lần lượt các khay tiếp theo được đẩy từ dưới đẩy lên trên đến vị trí sensor báo khay đầy, công nhân thực hiện lấy khay ra.
Nguyên lý hoạt động của máy
– B1: Công nhân đặt sản phẩm(SP) từ băng tải lên vị trí gắp
– B2: Cụm transfer SP sẽ gắp sản phẩm đặt lên vị trí tháo linh kiện
– B3: Cụm tháo linh kiện sẽ tiến hành tháo linh kiện từ SP ra và đặt vào khay
– B4: Cụm di chuyển SP sẽ gắp SP sau khi tháo linh kiện xong đặt lên máy thổi khí
– B5: Công nhân lấy sản phẩm từ máy thổi khí ra và chuyển sang công đoạn tiếp theo
Giao diện vận hành
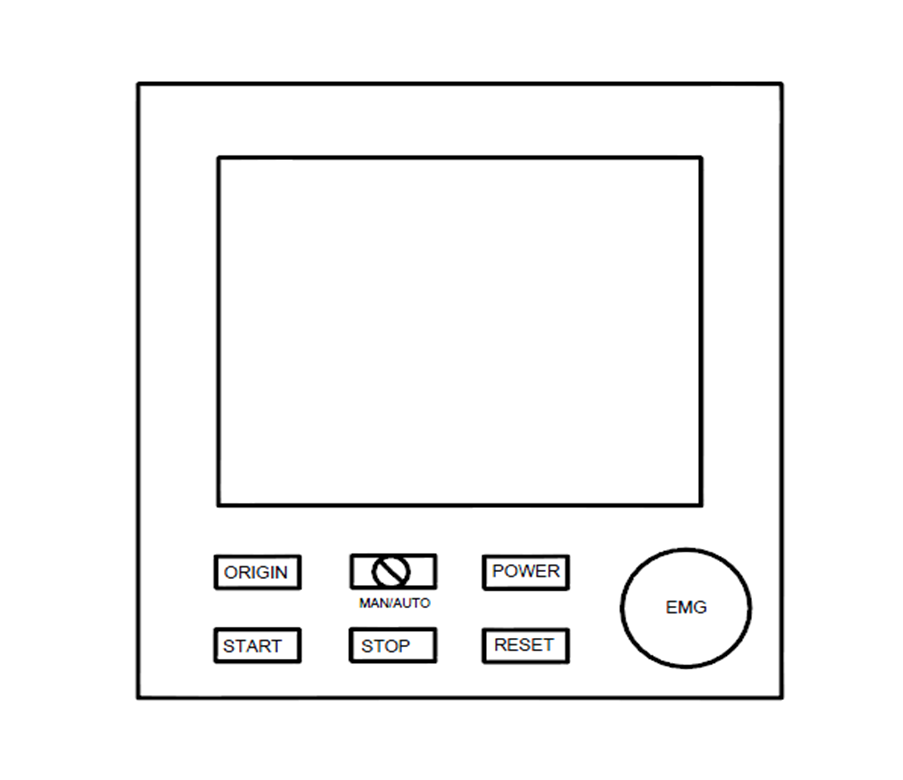
Panel điều khiển
Hình 7.1: Thiết bị trên panel điện
1. Nút nhấn EMG dừng khẩn
2. Khóa chuyển mạch MAN/AUTO
3. Nút nhấn START bắt đầu chương trình
4. Nút nhấn STOP dừng chương trình Auto
5. Nút nhấn RESET xóa lỗi
6. Nút nhấn ORIGIN chương trình về gốc
7. Đèn POWER đèn báo nguồn 24V
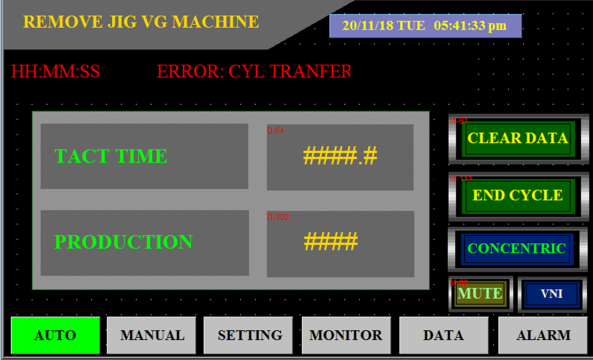
HMI màn hình AUTO
Hình 7.2: Giao diện màn hình AUTO
– ERROR: báo lỗi
– PRODUCTION: số sản phẩm
– Trong chế độ Manual ấn Clear Data để xóa dữ liệu TACT TIME và PRODUCTION
– Trên giao diện có hiện thi nút End Cycle, thả sản phẩm cuối, trong trường hợp đổi model hoặc tắt máy mà cụm rút jig Vg rút được 1 sản phẩm, muốn thả sản phẩm vào khay và out ra ngoài, ta thực hiện đợi 5s sau khi dừng chu trình cấp sản phẩm, đèn End Cycle sáng, nhấn nút End Cycle
– CONCENTRIC: check đồng tâm
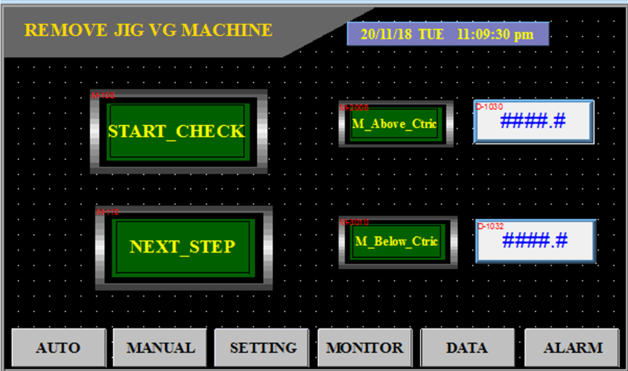
HMI cụm Chương trình check đồng tâm
Hình 7.3: Giao diện màn hình chương trình check đồng tâm
– Sau khi đưa hệ thống về trạng thái gốc
– Ấn Start_Check để bắt đầu check đồng tâm, trên nút bấm sẽ chuyển sang chữ Checking. khay vào vị trí check đông tâm.
– Sau khi khay đi vào vị trí check, cụm rút chốt sẽ tự động đi ra kẹp trục check đồng tâm và đưa vào vị trí check đầu tiên.
– Nhấn Next Step để chuyển sang điểm check tiếp theo, sau khi đã check đủ bốn góc của khay, bấm lần nữa thì trục sẽ được đưa tự động về vị trí kẹp ban đầu.
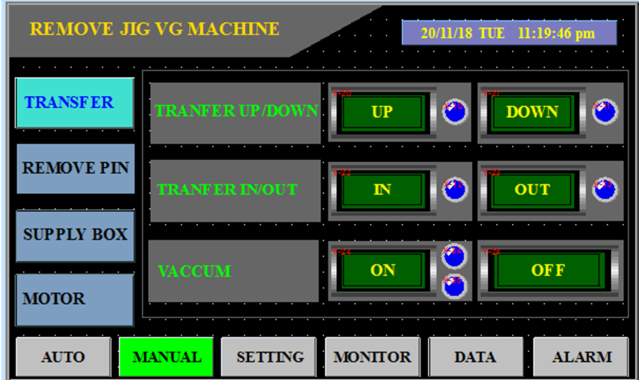
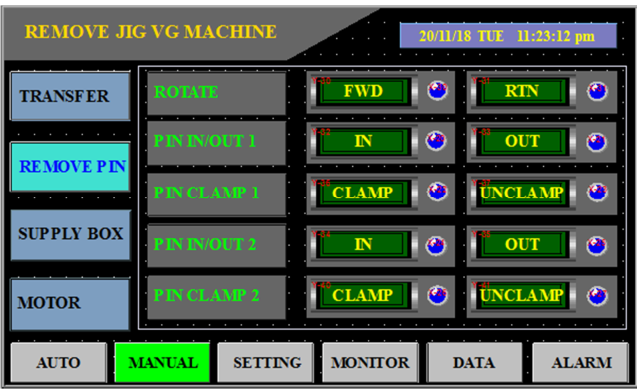
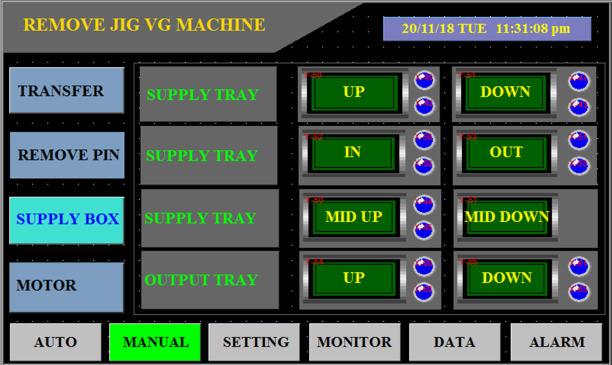
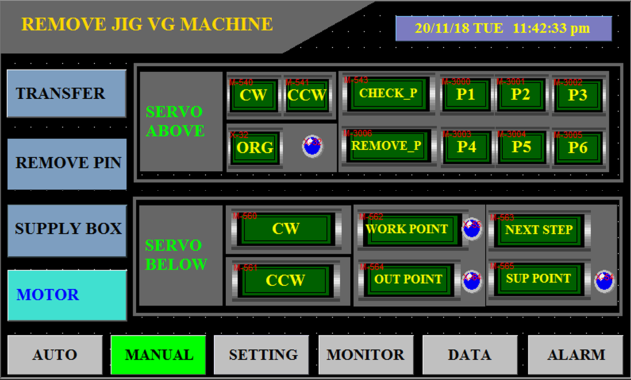
Vận hành trong chế độ Manual
Hình 7.4: Giao diện cụm TRANSFER
Hình 7.5: Giao diện cụm REMOVE PIN
Hình 7.6: Giao diện cụm SUPPLY BOX
Hình 7.7: Giao diện cụm MOTOR
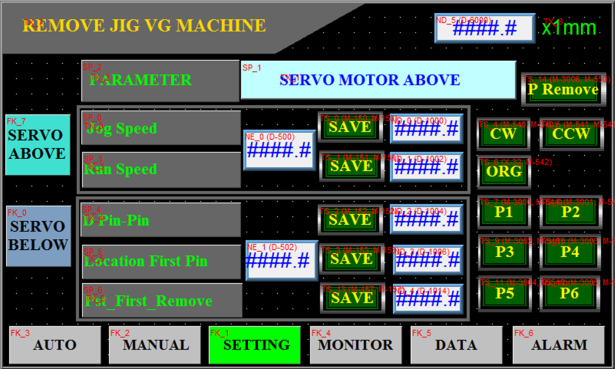
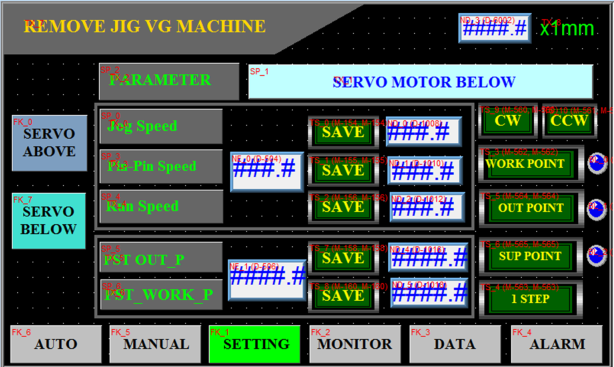
Thiết lập thông số động cơ
Hình 7.8: Giao diện SETTING SERVO ABOVE
Hình 7.9: Giao diện SETTING SERVO BELOW
Tính năng nổi bật của Máy Tháo Cụm Linh Kiện Sau Lắp Ráp
– Đảm bảo chất lượng tháo dỡ chi tiết sản phẩm
– Tối ưu hóa không gian nhà xưởng, giảm thiểu số lượng nhân công và vị trí làm việc
– Tiết kiệm chi phí nhân công, sửa chữa, vận hành dễ dàng và thuận tiện
– Hệ thống kiểm tra phát hiện lỗi sản phẩm nhanh chóng và báo lỗi đến người vận hành khắc phục kịp thời không làm chậm tiến độ sản xuất’
Tại sao lựa chọn ETEK là nhà cung cấp Máy Tháo Cụm Linh Kiện Sau Lắp Ráp?
Những ưu điểm của chúng tôi:
+ Tối ưu hóa chi phí dựa theo nhu cầu của khách hàng
+ Là nhà cung cấp giải pháp tự động hóa tổng thể và toàn diện
+ Chuyên môn sâu về kỹ thuật hệ thống
+ Có kinh nghiệm đã triển khai nhiều dự án cho đối tác lớn, đặc biệt là các nhà máy sản xuất
+ Các đối tác của chúng tôi trong việc thiết kế ứng dụng Palletazing: ABB Robot, QKM Robot, Universal Robot…
Với 15 năm kinh nghiệm trong lĩnh vực tự động hóa, ETEK sẵn sàng đưa ra những giải pháp thông minh nhất về Máy tháo cover chi tiết sau lắp ráp giúp tăng năng suất và đem lại hiệu quả cao cho doanh nghiệp của bạn.
—————————————————————–
MỌI THÔNG TIN CHI TIẾT LIÊN HỆ
CÔNG TY CỔ PHẦN GIẢI PHÁP TỰ ĐỘNG HÓA ETEK
Địa chỉ trụ sở chính 189 Phan Trọng Tuệ –Thanh Liệt- Thanh Trì – Hà Nội
.png)



.png)


Gửi bình luận